
PR
内径ボーリングバーホルダー
2012年12月28日完成
 |
内径ボーリングバイトのシャンクが丸棒であり、刃の高さも合わないのでそのままでは旋盤の刃物台に固定できません。
その問題を解決するためのホルダーを作ります。
|
 |
まず、21×24×120mmのSS400の材料を高速カッターで半分に切断しました。
|
 |
一度で切断できなかったので裏返して切断しました。
少しずれていますが後で切りそろえるということで良しとします。
|
 |
フライステーブルに載せて旋盤の刃物台に銜える部分を12mmの厚さになるまで切削。 |
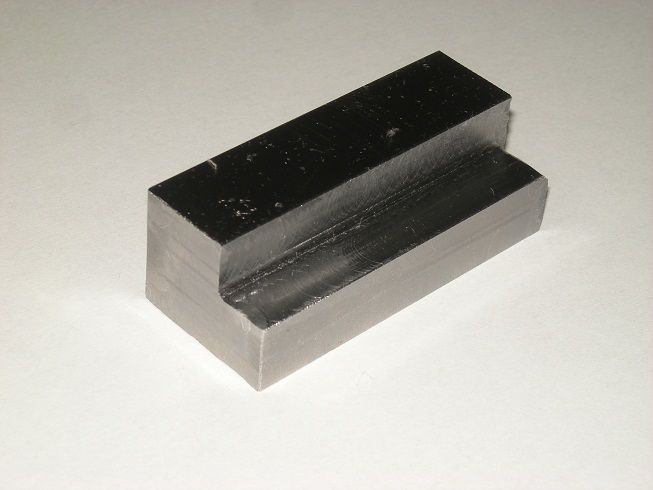 |
フライス盤による切削終了。
|
 |
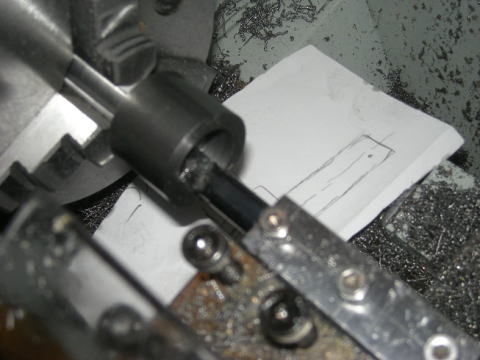
今度は旋盤の刃物台に銜えてドリルでバイトを差し込む穴を明けます。最初は3mmから始めて、5mm、7mmと太くして行きます。 |
 |
最後に9.9mmの穴あけ。
|
 |
リーマーで穴のサイズを10mmピッタリに。 |
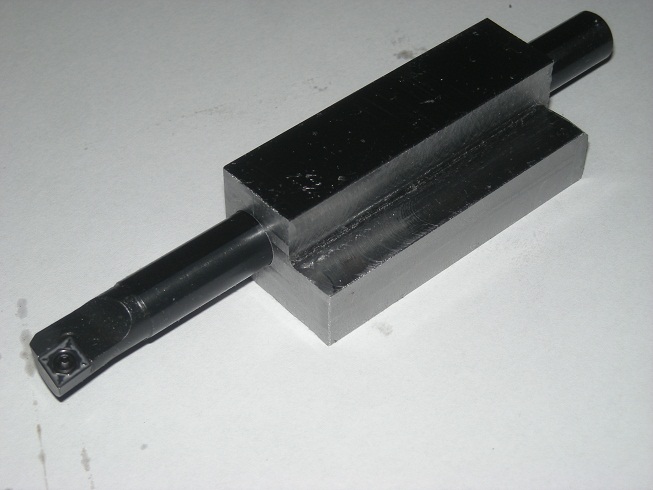 |
内径用ボーリングバイトがビッタリ収まりました。 |
 |
バイト固定用のM4タップ立てを3ケ所。 |
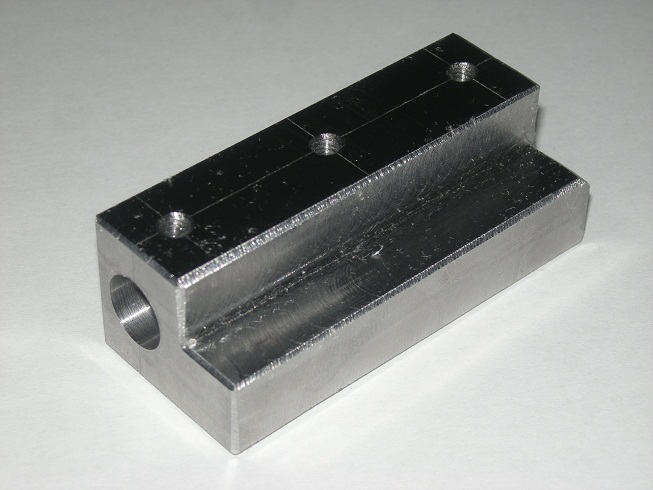 |
タップ立て完了 |
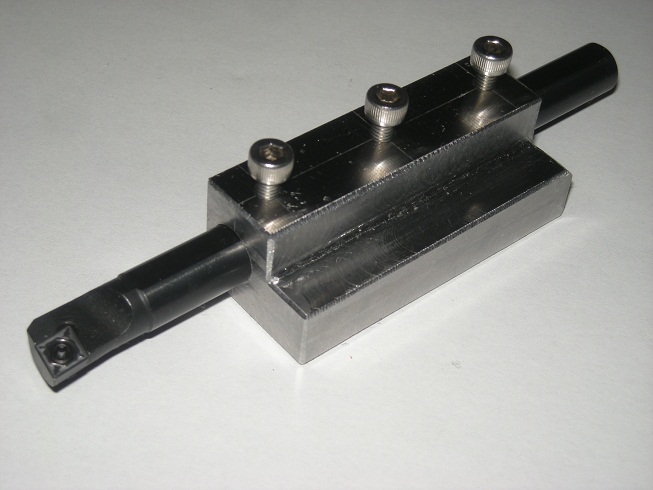 |
完成しました。
バイトの固定はスリットを入れてクランプ式にしたかったのですが材料のサイズを間違えて発注したので断念し、写真のようにねじ止めにしました。
初めて製作したツール1号です。 まだ腕が未熟なもんできれいとは言えませんがなんとか使えそうなツールができました。 工作時間は約3時間です。 |
 |
実際に使って見ました。 こんなふうに内径を削るのに使います。 |
 |
φ20mmの深さ10mmの内径加工ができました。
|