
CoreXY 3Dプリンター改良
印刷段差その2
2018年6月26日
現在の訪問者数
ページビュー数
PR
CoreXY 3Dプリンター改良
印刷段差その2
2018年6月26日
現在の訪問者数
ページビュー数
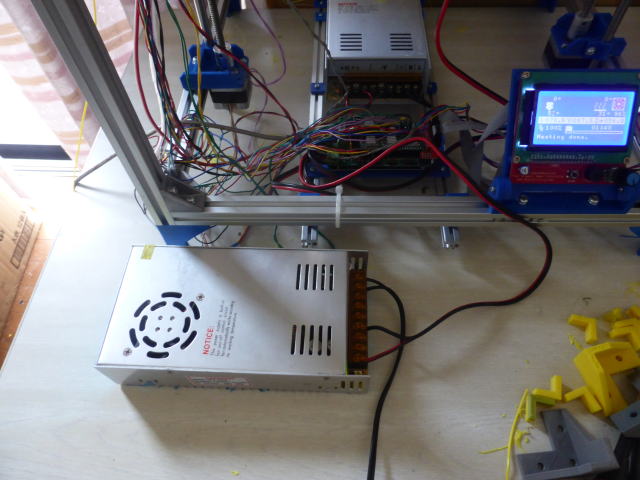 |
ヒートベッドは温度制御のため電源オンオフを繰り返しています。 電源オンの時の電圧ドロップが何らかの影響を及ぼしているのではないかと考えました。 電圧ドロップを排除するためヒートベッドの電源を別電源にしてみました。 段差はなくなりませんでした。 電圧ドロップの影響はありませんでした。 |
 |
でもとうとう原因を見つけました。 ヒートベッドのオンオフのタイミングで印刷物にマークをつけてみたのです。 オフになった直後に左側にマークを付けてオンになった直後に右側にマークを付けました。 電源オフのタイミングと樹脂の盛り上がり位置が完全に一致したのです。 |
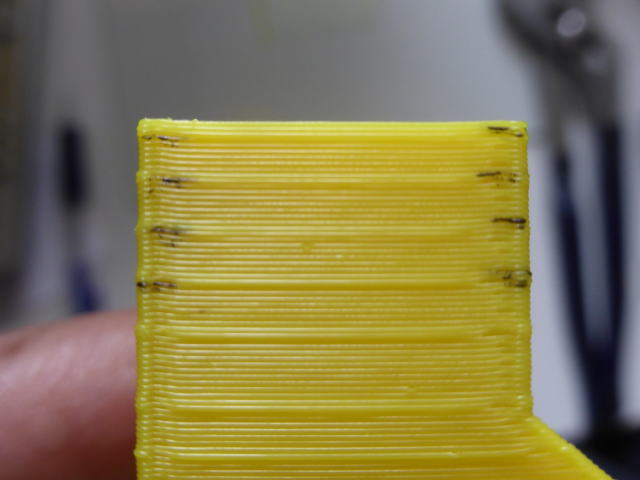 |
拡大した写真です。 オフの間だけ樹脂が盛り上がっています。 |
ヒートベッドの電源が切れた時に層の高さが減少していると考えられます。 ヒートぺッドの位置変動をダイヤルゲージで測ってみました。(動画) 左下にヒートベッドの電源の入り切を示すLEDがあります。 ダイヤルゲージの動きが遅くて分かりにくいですが下記のように動いています。 1分8秒・・・LED OFF ヒートベッド上昇(0.41mmから0.49mm) 1分39秒・・・LED ON ヒートベッド下降(0.49mmから0.41mm) 2分44秒・・・LED OFF ヒートベッド上昇(0.41mmから0.49mm) 3分20秒・・・LED ON ヒートベッド下降(0.49mmから0.42mm) 上昇量は0.08mmです。 |
|
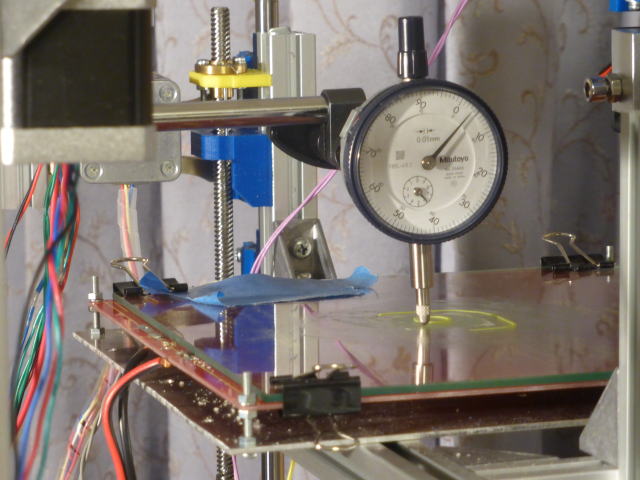 |
静止画で詳しく見てみましょう。 目盛り板を回しているので指示値は動画とは違っています。 この写真はヒートベッドの電圧がオフになった直後です。 0.04mmを指しています。 |
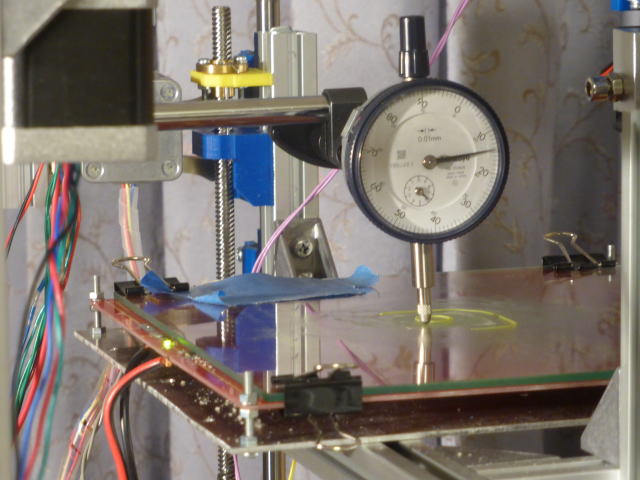 |
この写真はヒートベッドの電源がオンになった直後です。 0.14mmを指しています。 なんとヒートベッドの電源がオフになっている間、ヒートベッドの位置が0.1mmも高くなっていました。 設定している1層の高さは0.3mmです。 オフの間だけ層の高さが0.2mmになっているのでその分樹脂がつぶれて外側にはみ出す訳ですね。 じゃあなぜヒートベッドの高さが変動するのでしょうか。 多分ガラス板の温度変化による反りだと思います。 ガラス板の下側から加熱している関係でガラス板の上下の温度差によってガラス板が反るのだと考えられます。 電源が入った状態では下側の温度が高く、上側の温度が低いと考えられます。この状態でガラス板は反って中央が低くなっていると考えられます。 電源が切れると下側の温度が低下して反りの量が縮小します。 結果として電源オフ時に中央が高くなると考えられます。 下についているヒーター基板もヒーターパターンが下の面についているので同じ理由でガラス板の反りを増強するよう働いていると思われます。 |
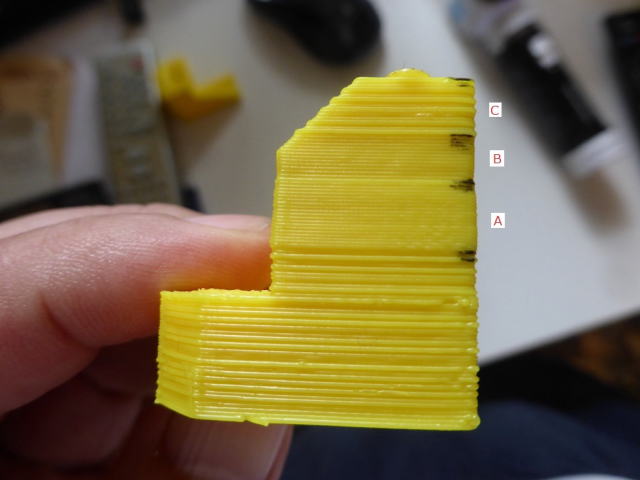 |
確認のため別のパーツを印刷してみました。 Aの部分・・・ヒートベッドの電源連続オフ Bの部分・・・ヒートベッドの電源連続オン Cの部分・・・ヒートベッドの電源オンオフ繰り返し 写真の通りAとBの部分はオンオフ制御がなく温度がなだらかに変化するので段差ができませんでした。 制御が始まると段差ができるのです。 電源のオンオフによる温度変動は±1.5℃程度ですが印刷結果には写真の通り大きな影響を及ぼしています。。 ヒートベッドの温度を安定化させれば段差はなくなる事が判明しました。 |
印刷段差の原因はヒートベッドの温度変動による反りであることが分かりました。 原因解明まで10日かかりました。 長かったです。 考えられる対策は下記の2つでしょうか。 ・反りが小さいガラス板を探す。 ・温度制御の精度を高める。 温度変化で反りが小さいガラスなんて多分ないと思います。 温度制御の精度を向上させるしかないと考えます。 3Dプリンターのファームウェアは温度制御に関して最適なPID値を表示する機能を持っている事が分かりました。 下記のコマンドを送信すると最適なPIDの値が表示されます。 M303 E-1 S60 C8 表示されたPIDの値をConfiguration.hに設定してファーウエアを書き変えました。 試したところヒートベッド温度を100℃に設定した場合、温度は98.5〜101.5℃の範囲で変動してしまいます。 あまり改善されていません。 誤差を±0.1℃以内に収めたいところです。 観察したところ下記の動作をしています。 ・100℃超過・・・電源オフ ・100℃未満・・・電源オン 単なるオンオフ制御に見えます。 上も下も1.5℃程行き過ぎるのです。 PWMを使ったPID制御が動作しているとは思えません。 |
|