
CoreXY 3Dプリンター改良
オートレベルセンサー
2018年6月28日
現在の訪問者数
ページビュー数
PR
CoreXY 3Dプリンター改良
オートレベルセンサー
2018年6月28日
現在の訪問者数
ページビュー数
 |
オートレベ.ル用センサーとして今はマイクロスイッチとサーボモーターを使っています。 近接スイッチに交換する事にしました。 理由は精度向上です。(メカニカルスイッチより近接スイッチの方が精度が良い) |
 |
近接スイッチを利用すればサーボモーターで向きを変える必要もありません。 LJ18A3-8-Z/BXという近接スイッチで検出距離は8mmです。 価格はamazonで700円(送料込み)でした。 筒状の近接スイッチで外径は18mmと結構でかいです。 外径12mmのものもありますが検出距離が4mmになってしまうので止めました。 |
 |
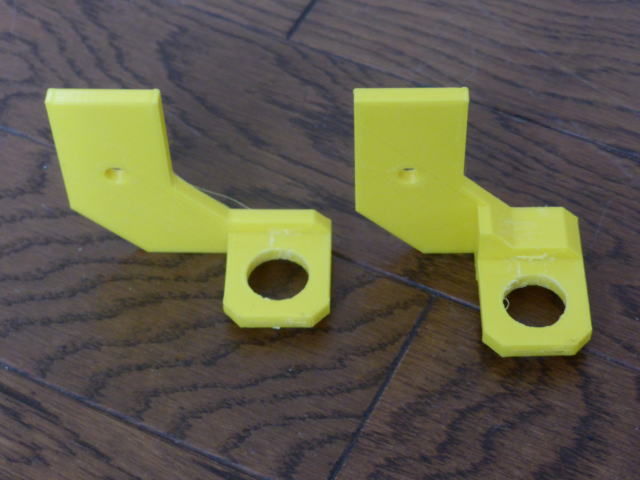
近接スイッチ用のブラケットです。 |
 |
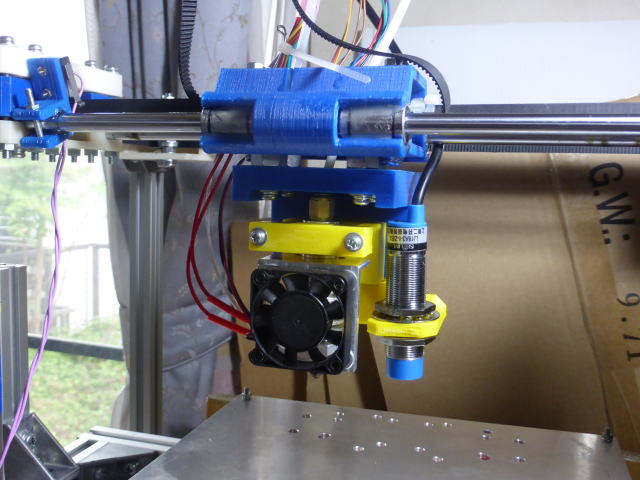
このように取り付けます。 |
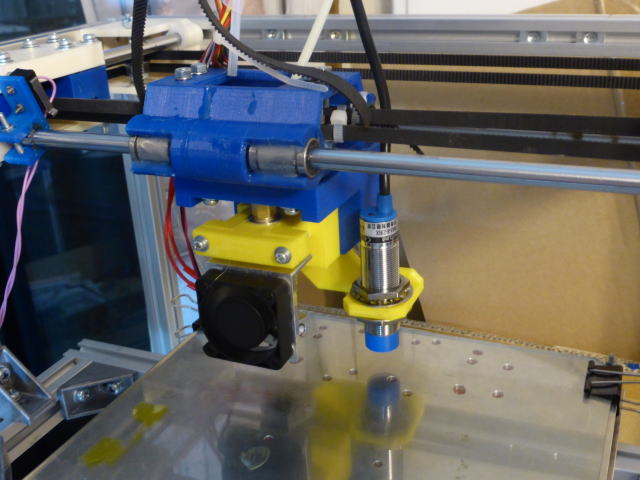 |
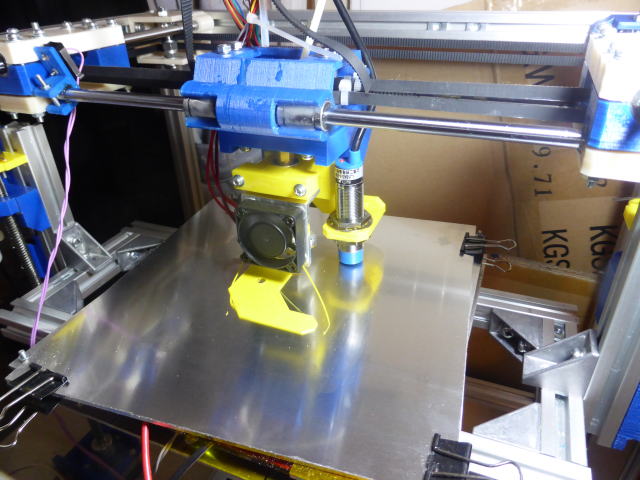
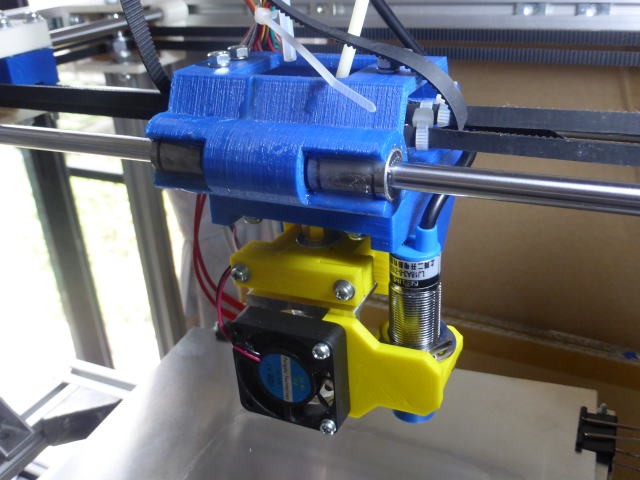
本体に取り付けました。 |
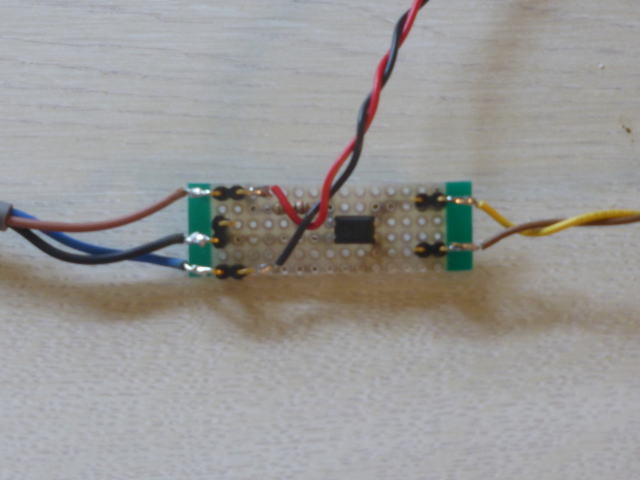 |
センサーの出力電圧が12Vなのでフォトカップラで切り離しました。 |
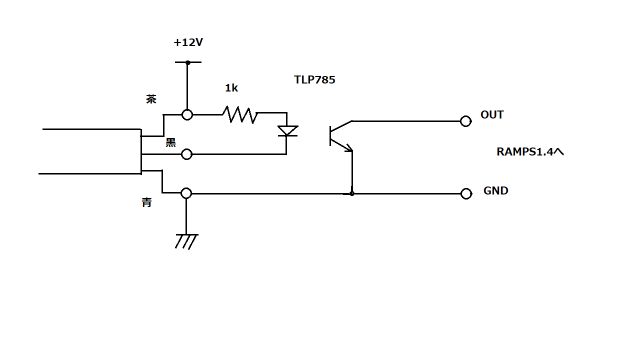 |
回路はこの通りです。 出力は極性がありますのでRAMPS1.4への接続には注意してください。 GNDとGNDが合うよう接続してください。 |
| オートベッドレベリングの動き(動画) 検出距離8mmのはずが4mm程度でした。 対象物がアルミのせいかもしれません。 ガラスには反応しないのでガラスの上2mmになってやっと検出されます。 ノズルがヒートベッドに当たる前にセンサーが検知しなければならないのでセンサーはノズルから1mm上の位置につけなければなりません。 余裕が1mmではセンサーが印刷物にぶつかる危険性があります。 使えないことはありませんがちょっと余裕が少ないです。 ガラス板を止めて代わりにアルミ板を載せてみようと思います。 そうすれば余裕は+2mm増加して3mmになります。 3mmあればぶつかる心配はありません。 |
|
 |
ノズルとセンサーの距離が近くなるようセンサーの位置をX,Y共に10mm移動しました。 |
 |
本体に取り付けました。 センサーがノズルに近づいた分、レベル測定間隔を広くとれるようになりました。 |
 |
ガラス板の代わりにアルミ板を使ってみました。 こうすればガラス板の厚さ2mmだけ余裕が増加してノズルとセンサーの高低差は1mmから3mmに増加します。 |
 |
きれいに印刷できました。 |
 |
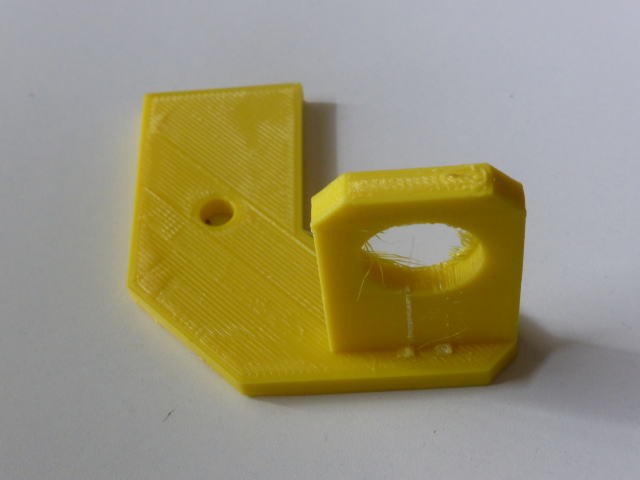
ブラケットのデザインを変えました。 |
 |
このように使います。 |